News center
新闻中心

2022-02-17 作品声明:内容由AI生成
沈女士的朋友老G是高压电机。他们公司生产的一台高压电机,因为定子引线与本线焊接位置.断线,同样的问题三次返厂,第三次返厂时,沈女士正好在场。根据沈女士的意见,的立场是固定的,问题很好地解决了。

相比较而言,电机是一台比较简单的机器,定子和转子集成在一起,两个端盖扣合,是一台完整的电机。然而,有了这样一台简单的机器,设计一台完美的电机并不容易,因为它融合了引本线焊接的精髓和许多学科。任何小的缺陷或疏忽都可能导致灾难性的后果。
一般来说,电机由两部分组成:机电能量转换.电气部分的技术关键在电气和机械,机械部分涉及绝缘.此外,在实现能量转换和传输功能的过程中,传动理论和流体力学的各种形式以损耗,的方式表达,因此传热和热交换的问题自然不容忽视。因此,做好电机,尤其是高压电机,并不是一件容易的事情。女士今天加入我们,与其谈论涉及太多理论分析的话题,不如谈谈常见的运动问题和应采取的措施。

除了偶有故障如朋友G遇到的焊接问题、楔子脱落、轴承系统问题引起的异常振动和噪音、绝缘处理缺陷、温度升高等。这一切经常发生,而且同类不一样,这是很难预防的。当这种问题出现在高压电机中时,它们往往更敏感,后果更严重。

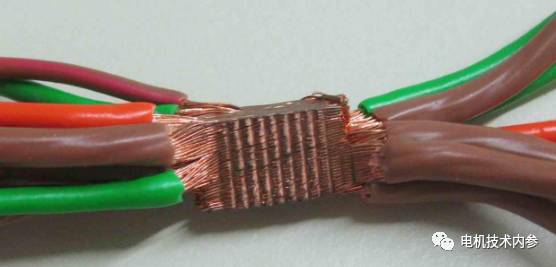
焊接问题及避免措施电机绕组发热,极间连线与绕组本线与引线的连接是焊接问题频发的环节。加工过程中的虚焊、不完全焊等问题,往往导致电机运行中脱焊,导致焊接位置电阻增大,局部发热严重导致焊接位置断开。该问题多发生在绕线式电机引线与接头,定转子引线与主线的焊接位置,绕线式电机转子星点往往有很多接头头,也是虚焊或不完全焊接缺陷的多发点。要解决这类问题,应努力改进流程:
采用可靠性高的设备和技术。例如,大多数电机制造商采用相对可靠的方法,如中频焊接、氩弧焊、冷压连接管辅助银铜焊料填充等。
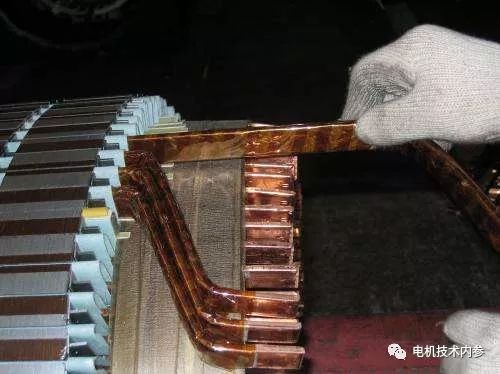
定子绑扎的改进。接线后,应保证焊接位置的绑扎和固化,严禁焊点位置处于悬空状态,以防止电机运行时的振动导致焊点被迫打开。
转子支架用于保证绕组转子的绕组端得到支撑,防止径向应力开焊。
特别注意引线与此导线之间的焊接点,尽量不要选用细电磁线,即避免扁线截面长宽相差较大的情况。
楔块脱落及预防措施在高压电机制造过程中,部分电机生产厂家采用浸入式工艺。如果定子铁芯线圈的槽填充率低,浸漆时绕组的固化效果无法保证。电机运行时,线圈在铁芯槽内受电磁力振动,导致楔块因振动而脱落,造成扫膛、烧绕组。

目前国内很多电机厂家都采用磁性槽楔。虽然电机的效率和性能明显提高,但是槽楔脱落的问题更加突出。要解决这个问题,应控制以下几个方面:
控制定子槽与槽楔的配合关系,它们之间的配合不应太松;
嵌入时,槽填充率不应太低。如果存在这种问题,应通过堵塞必要的绝缘材料和改善浸渍效果来保证填充效果。如真空浸渍工艺、控制涂料粘度、二次浸渍等
b6559c9a77?from=pc" img_width="1280" img_height="960"因滑动轴承电机维护相对麻烦,大多数的高压电机采用滚动轴承结构。高压电动机设计中,一般选用C3游隙轴承,特大型电动机还有的选用C4类游隙。这种设计上的变动带来了新问题:不少的客户使用过程可检修电机时发现有的球轴承内圈表面有点状磨蚀现象,圆柱轴承出现条纹状磨蚀现象,究其原因乃转子轴电流引起。轴电流经过轴承时,滚子路径无规则通断,产生电火花烧蚀滚子和滚道,形成点状凹坑,导致轴承振动、磨损加剧,严重时轴承散架、定转子实擦发热烧毁电机。
 有经验的客户在电动机转子联轴器上加装一个碳刷,刷握固定在电动机端盖上,将轴电流跨过轴承直接接地,减少或避免了这种故障的发生。有的电机厂家则采用绝缘轴承或绝缘轴承套的方案,阻断了轴电流通过轴承的路径。
有经验的客户在电动机转子联轴器上加装一个碳刷,刷握固定在电动机端盖上,将轴电流跨过轴承直接接地,减少或避免了这种故障的发生。有的电机厂家则采用绝缘轴承或绝缘轴承套的方案,阻断了轴电流通过轴承的路径。
 与轴承直接相关的还有润滑脂问题,润滑脂的选择一定要做到与电机、与使用工况的匹配,严禁使用劣质润滑脂,以防止由此导致的轴承问题。
与轴承直接相关的还有润滑脂问题,润滑脂的选择一定要做到与电机、与使用工况的匹配,严禁使用劣质润滑脂,以防止由此导致的轴承问题。
 温升问题及电机冷却
温升问题及电机冷却
大型高压电动机都设计有冷却装置,目前常用的有空空冷却柜和水冷柜。除产品设计环节的温升控制外,在使用过程中应注意以下问题:
● 电机运行时冷却器一定要处于工作状态。
● 空气冷却器电机的旋转方向一定要符合规定。
● 水冷却器的水质一定要符合要求。
 转子绝缘处理问题
转子绝缘处理问题
高压绕线电机的转子、集电环及引线上出现绝缘故障较多。常见的故障案例有:转子引线固定不牢靠,造成绝缘包扎松动,在转子旋转过程中绝缘材料磨损使其对地短路;集电环三相之间隔离绝缘套管由于松动磨穿造成相间短路;转子引线因离心作用拉扯致使引线与星点连接断开等问题。
对于定子的绝缘处理曾有过推文,在此不再赘述。

微信服务号

 联系电话
联系电话
 地址
地址
 传真
传真
 邮箱
邮箱
Copyright © 2020 上海奕步电机有限公司 All Rights Reserved.
沪ICP备16040912号-16微信服务号

Copyright © 2020 上海奕步电机有限公司 All Rights Reserved.